
湖南XX化工VOCs废气治理项目
湖南XX环保科技有限公司位于岳阳绿色化工产业园,经营范围主要是化工产品、燃料油的生产销售,危险废物的收集、储存及利用。


| 催化燃烧-CO炉设备介绍
催化燃烧是在工业过程中用于处理挥发性有机化合物(VOC)的空气污染控制装置,利用催化燃烧技术使有机废气在较低的起燃温度条件下(300-400℃)发生无焰燃烧。用催化燃烧法处理有机废气的净化率一般都在95%以上,最终产物为无害的CO2和H2O。
有机废气催化燃烧与直接燃烧相比,具有起燃温度低,能耗小的显著特点。在某些情况下,达到起燃温度后便无需外界供热。
催化燃烧选用高性能催化剂,采用陶瓷基载体的Pt、Pd贵金属型催化剂,贵金属活性位分散度高,催化活性高,使用寿命长,压力损失小,降低了整体的总能耗。
常用的催化燃烧装置根据氧化催化剂的工作温度(250~400 ℃),可实现低温氧化废气中的 VOCs,并大大节省处理废气的运行成本。

| 上海力皇催化燃烧-CO炉优势
> 可处理绝大多数VOCs 废气;
> 可将有机化合物氧化分解成无毒无害的 CO2 气体与 H2O;
> 分解效率高达 95%以上,无需作后续处理;
> 可在低温(200~400 ℃)下对 VOCs 进行分解,燃料消耗量低(节能);
> 催化剂使用寿命长,可根据入口气体的风量与 VOCs含量推断催化剂的使用时间,且催化剂可进行再生利用;
> 设备内为负压结构(风机设置在设备内部下游),可有效防止臭气渗漏;
> 具有高度安全性,能在低温下进行反应,无粉尘爆炸的危险;
> 处理效率在 99%以上(彻底除臭)。
| 安全防范措施
① 废气中 VOCs 含量需控制在 LEL(爆炸下限)的 25%以下,以防止爆炸或火灾;
② 回火控制:为防止回火,在设计管道尺寸时应使废气的最低流速始终大于回火速度,或在前期管道主路设置减压阀,使进气压力始终高于下游气体压力;
③ 其他安全措施:采用回火防止器、稀释空气等方法;
④ 设置轻故障或重故障报警及安全联锁控制系统,当有回火情况发生时,蜂鸣器将发出警报指示。
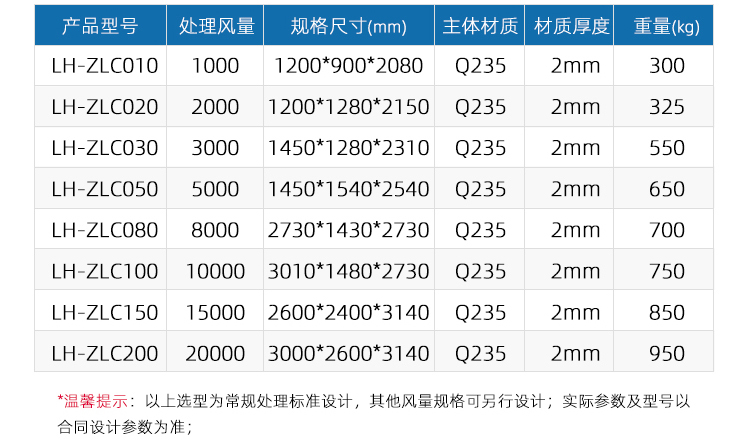
| 设备选型表
| 催化燃烧工艺组合
活性炭吸附浓缩+催化燃烧(CO)组合
吸附脱附+催化燃烧设备是在只具备单一吸附性能的吸附装置基础上发展起来的,增加了脱附再生装置,使得吸附剂得以重复利用,旨在降低吸附剂更换次数及后期危废处理费用。可采用活性炭作为吸附剂,主要是根据吸附剂的吸附性能和在高温状态下所表现出来的脱附析出的性质从而将有机物进行吸附和脱附,脱附出来的废气进入到催化燃烧炉内,在300-400℃的高温下进行将有机废气氧化成为CO₂+H₂O 。
沸石转轮吸附浓缩+催化燃烧(CO)组合
沸石转轮主体为一个装满吸附剂的旋转轮,其被划分为3个区域,即吸附区、再生区和冷却区。有机废气经鼓风机引入吸附区,其中的有机污染物被吸附,气体得到净化排出。随后,吸附剂转动到再生区,在与高温空气接触的过程中,VOCS被脱附下来并随再生空气流出,同时吸附区获得再生,再生后的吸附剂先经过冷却区降温,然后转动到吸附区重新进行吸附。随着转轮的转动,吸附剂周期性地进行吸附、脱附和冷却,实现对有机废气的净化。
第一步:吸附浓缩 烟气通过转轮内的沸石被吸附,以系统抽气变频风机将干净尾气排入大气; 吸附器可提供大量的气体接触沸石表面积,转轮持续以每小时1~6转的速度旋转。
第二步:脱附 转轮内VOCs被浓缩成饱和沸石区、再利用热交换器提供的热流(约200℃)来进行脱附,脱附完成后旋转至冷却区,以常温空气吹嘘冷却至常温、再旋转至吸附浓缩区。





